
最新动态
NEWS CENTER
焊条、焊丝和焊剂的作用
焊条、焊丝是整个焊接回路中的一个组成部分。在焊接过程中,焊芯和焊丝不仅可以传导电流,而且作为与焊件产生电弧的一个电极。同时,焊芯和焊丝还起着填充金属的作用。焊接时用于加热和熔化焊条(或焊丝)的热能有电阻热、电弧热和化学反应热(一般情况下化学反应热仅占1%~3%)。在焊接热源的作用下,焊芯或焊丝受热熔化,以熔滴的形式进入熔池,并与熔化了的母材共同组成焊缝。
埋弧焊和电渣焊所使用的焊接材料是焊剂和焊丝(或板极、带极)。焊丝的作用相当于焊条中的焊芯,焊剂的作用相当于焊条中的药皮。在焊接过程中焊剂的作用是隔离空气、保护焊接区金属使其不受空气的侵害,以及进行冶金处理。因此,焊丝与焊剂配合使用是决定焊缝金属化学成分和力学性能的重要因素。
用低碳钢光焊丝在空气中无保护焊接时,焊缝金属的成分和性能与母材和焊丝比较,发生了很大的变化。由于熔化金属与周围空气的相互作用,使焊缝金属中氧、氮、氢的含量显著增加,氮含量可达0.105%~0.218%,比焊丝中氮含量高20~50倍;氧含量可达
0.14%~0.72%,比焊丝中氧含量高7~35倍。同时锰、碳等合金元素因烧损和蒸发而减少。这时焊缝金属的塑性和韧性急剧下降,但是由于氮的强化作用,焊缝强度变化比较小。
用光焊丝焊接时,电弧不稳定,焊缝中产生大量气孔。因此这种光焊丝无保护焊接没有实用价值。焊条药皮焊剂和保护气体的首要任务是对焊接区内的金属加强保护,以免受空气的有害影响。
为了提高焊缝金属的质量和性能,采用熔焊方法制造重要金属结构时,必须尽量减少焊缝金属中有害杂质的含量和合金元素的损失使焊缝金属得到合适的化学成分。大多数熔焊方法都是基于加强保护的思路发展和完善起来的。熔化焊接方法的保护方式见下图表。
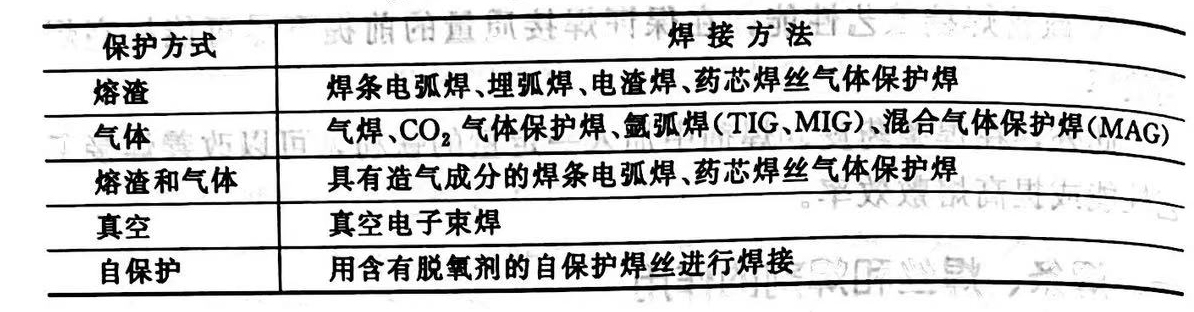
各种保护方式的保护效果是不同的。埋弧焊是利用焊剂及其熔化以后形成的熔渣隔离空气保护焊接区域的,焊剂的保护效果取决于爆剂的组成和粒度。气体保护焊的保护效果取决于保护气体的性质与纯度。一般说来,惰性气体(氩、氦等)的保护效果比较好,适用于焊接合金钢和化学活性金属及其合金。
焊条药皮和焊丝药芯一般由造气剂、造渣剂和铁合金等组成,这些物质在焊接过程中能形成渣气联合保护。造渣剂熔化以后形成熔渣,覆盖在熔滴和熔池的表面上将空气隔开。熔渣凝固以后,在焊缝上面形成渣壳,可以防止处于高温的焊缝金属与空气接触。造气剂受热后分解,析出大量气体,将焊接区与空气隔离开。焊条和药芯焊丝的保护效果,取决于其中保护材料的含量、熔渣的性质和焊接工艺参数等。
自保护焊是利用特制的实心或药芯光焊丝在空气中焊接的一种方法。自保护焊不是利用机械隔离空气的办法来保护金属,而是在焊丝或药芯中加入脱氧剂和脱氮剂,使由空气进入熔化金属中的氧和氮进入熔渣中,故称自保护。因为实心自保护焊丝的保护效果欠佳,焊缝金属的塑性和韧性偏低,所以目前生产上很少应用。